.svg)
TIG or GTAW (Gas Tungsten Arc Welding)?
The first process is TIG welding which can be used and applied to different industries such as aerospace, medical and automotive. GTAW process is suitable for welding all material due to electrode is not melting during the welding operation.
The electrode is made of tungsten alloy which can tolerate a very high temperature and would allow to weld at low current and weld as thin as 0.005-inch-thick material.
Filler material or welding wire/rod is used externally and will be consumed during the welding process. GTAW can be performed using DCEP (Direct Current Electro Positive) which focuses on heating the electrode and DCEN (Direct Current Electro Negative) which focuses on heating more the base material.
AC is typically used when welding aluminum because it helps with the cleaning as well and to prevent potential porosities and cracks.
Inert gas is used during the welding process and it works as a shield to protect the weld from contamination. Usually Argon is the most common gas for the GTAW process and sometimes helium is used as well.
The GTAW process is very clean process and requires high skilled welders to perform the welding. That is the reason that GTAW is used for very critical application such as the aerospace industry. GTWA produces a high-quality weld to assure successful joint and great appearance.
Here is a photo below shows the element used in the GTAW process. 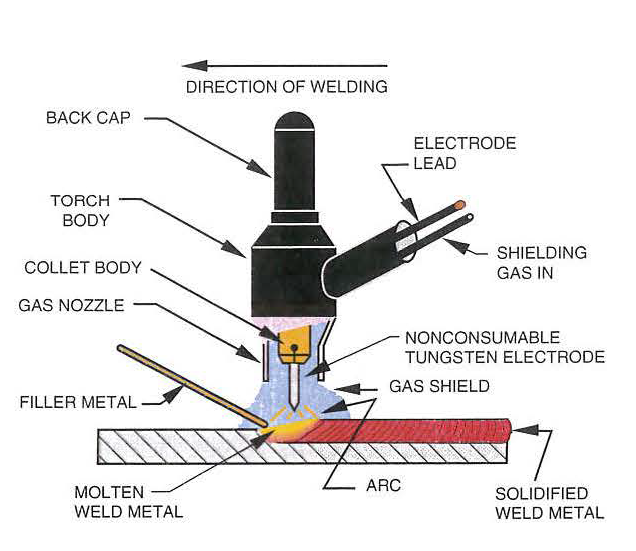
Source: American Welding Society
One of the potential issues to watch for while using the GTAW process is contamination. The base material and the filler material have to be extremely clean to produce a high-quality weld. If the base material, filler material is not clean and there was some moisture surrounding the weld area, that would affect the quality of the weld and perhaps will lead to potential defects.
Our team is trained and experienced to produce a high-quality weld and successful results. We often consider GTAW as the more glamourous welding process.
Lynn Welding is qualified to weld per AWS D17.1, PWA 16, MIL-STD-2219, HS 191 and many other aerospace welding certifications.
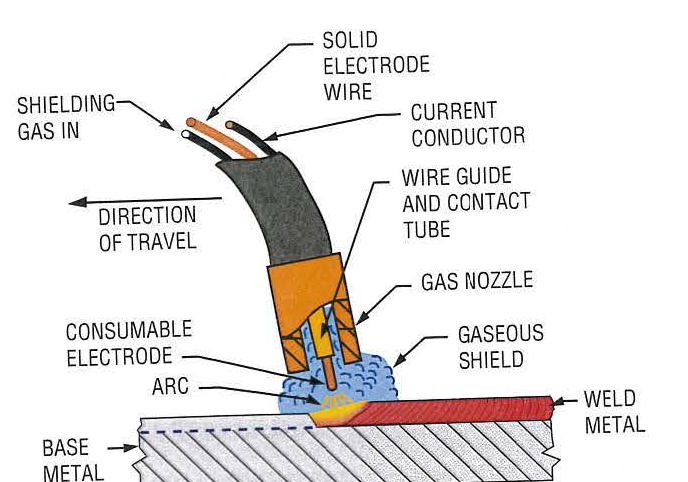
MIG or GMAW (Gas Metal Arc Welding)
The MIG welding process is different than the TIG welding and has different application in material joining.
GMAW's main characteristic is feeding the electrode/filler material continuously through the welding gun. In this is case the electrode is melted and deposited into the base material to create the weld joint.
The shielding gas is created from the welding gun as well to help protecting the weld from contamination. GMAW uses inert gas as well by using argon and helium and some would use carbon dioxide as it depends on the type of application and the material you are using.
The electrode is consumable and mainly comes in spools. According to the American Welding Society, the electrode is identified by letters ER and numbers after that present a unique characteristic. Each character is an identification for the wire, and it is strength.
For example the first two letter ER presents the electrode, the second two numbers present the strength of the filler material in PSI, the forth letter presents wire type (S) which is solid wire for instance, the last number presents the chemical composition.
For example, ER-70S-2 or ER 70S-6 as each number and letter shows a unique identification of the electrode.
Source: America Welding Society
There are different types of the metal transfer and they all use different voltages and current to achieve best weld results.
GMAW has four-metal transfer which are globular transfer, pulsed arc, short circuiting, and spray transfer. Each method is used based on the material and application used.
See below different types of metal transfer showing spray, globular and short-circuiting transfer.

Source: American Welding Society
The wire and the base material have to be clean to produce a quality weld. Any contamination will affect the weld as the GMAW tends to lose more shielding gas than the GTAW.
Lack of penetration is another challenge when using the GMAW process however with an experience welder, correct set up and right method of depositing, penetration can be achieved.
We often consider GMAW as the more heavy-duty process as it is designated for structural welding application.
Our team is both well qualified and experienced to perform GTAW and GMAW to produce quality, clean and successful weld. Lynn Welding is qualified to perform GMAW process per AWS D1.1, D1.2 and D1.6.
COMMENTS